



Thông số kỹ thuật khuôn
|
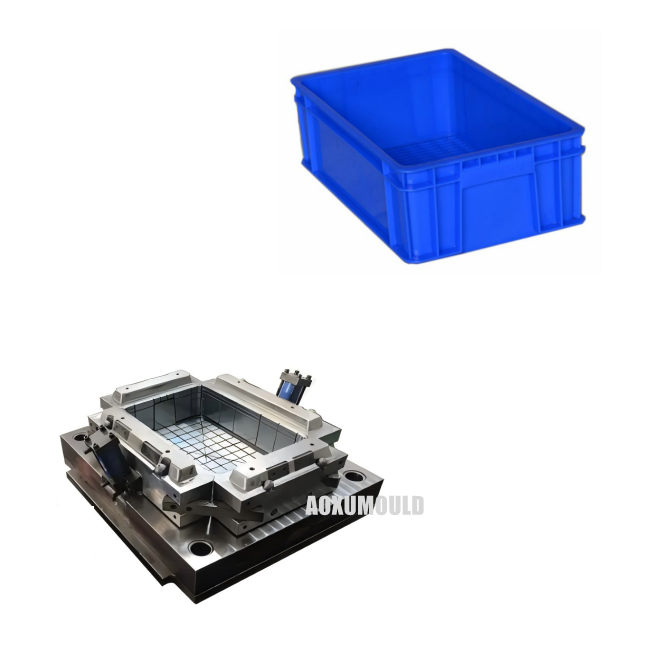
Tên khuôn |
Khuôn thùng nhựa công nghiệp |
|
Chất liệu sản phẩm |
HDPE/PP |
|
Kích thước sản phẩm |
400X300X200mm |
|
Vật liệu khuôn cho khoang &. Cốt lõi |
P20/718/H13 |
|
NO của khoang |
1 khoang |
|
Hệ thống phun |
Á hậu nóng bỏng |
|
Máy phun phù hợp |
450T |
|
Kích thước khuôn |
850x7280x550mm |
|
Trọng lượng khuôn |
2600kg |
|
Tuổi thọ khuôn |
hơn 500,000chiếc |
|
Thời gian giao hàng |
55 ngày |
Thùng nhựa công nghiệp là gì?

Thùng nhựa công nghiệp là loại thùng được làm từ vật liệu nhựa được thiết kế để sử dụng trong môi trường công nghiệp.
1.Đặc điểm:
-Bền: Nó được chế tạo để chịu được sự khắc nghiệt của môi trường công nghiệp, chẳng hạn như khả năng chống va đập, mài mòn và hóa chất. Độ bền này đảm bảo nó có thể chịu được tải nặng và sử dụng thường xuyên mà không dễ bị gãy hay biến dạng.
-Có thể xếp chồng: Thùng nhựa công nghiệp thường được thiết kế có thể xếp chồng lên nhau, giúp cho việc lưu trữ và vận chuyển hiệu quả. Chúng có thể được xếp chồng lên nhau khi trống hoặc đầy, tối đa hóa không gian theo chiều dọc trong kho hoặc trong quá trình vận chuyển.
-Có thể tái sử dụng: Chúng có thể tái sử dụng, giảm lãng phí và cung cấp giải pháp tiết kiệm chi phí cho việc vận chuyển và lưu trữ hàng hóa trong thời gian dài.
2. Công dụng:
-Lưu trữ: Chúng được sử dụng để lưu trữ nhiều loại sản phẩm công nghiệp, bao gồm các bộ phận, dụng cụ và nguyên liệu thô. Kích thước và hình dạng đồng đều giúp chúng dễ dàng sắp xếp trên kệ hoặc trong giá đựng đồ.
-Vận chuyển: Chúng được sử dụng để vận chuyển hàng hóa trong nhà máy hoặc giữa các địa điểm khác nhau. Chúng có thể dễ dàng di chuyển bằng xe nâng, xe nâng pallet hoặc hệ thống băng tải, tạo điều kiện thuận lợi cho dòng nguyên liệu trong chuỗi cung ứng.
Cái gì's Kích Thước Thùng Nhựa Công Nghiệp?
Thùng nhựa công nghiệp có nhiều kích cỡ khác nhau.
Các thùng có kích thước nhỏ thông thường có thể có kích thước bên ngoài dài khoảng 30 - 40 cm, rộng 20 - 30 cm và cao 15 - 20 cm. Chúng thích hợp để lưu trữ các bộ phận hoặc công cụ nhỏ hơn.
Thùng cỡ trung bình có thể có chiều dài khoảng 40 - 60 cm, chiều rộng 30 - 40 cm và chiều cao 20 - 30 cm và thường được sử dụng cho các hạng mục như linh kiện máy cỡ trung bình.
Thùng nhựa công nghiệp lớn có thể có chiều dài từ 60 - 120 cm trở lên, chiều rộng 40 - 80 cm và chiều cao 30 - 60 cm. Chúng có thể chứa các vật dụng cồng kềnh như các bộ phận thiết bị công nghiệp lớn hoặc số lượng lớn các vật thể nhỏ hơn.
Điều quan trọng cần lưu ý rằng đây chỉ là những phạm vi chung và kích thước thực tế phụ thuộc vào yêu cầu cụ thể của ngành và các mặt hàng được lưu trữ hoặc vận chuyển.
Làm thế nào để tạo ra một khuôn ép thùng công nghiệp chất lượng?

Dưới đây là các bước làm khuôn ép thùng công nghiệp chất lượng cao:
1.Thiết kế
• Hiểu rõ yêu cầu: Phân tích kỹ lưỡng thiết kế của thùng công nghiệp, bao gồm kích thước, hình dáng, khả năng chịu tải và các đặc điểm đặc biệt như vấu xếp chồng hay lỗ thoát nước. Xem xét loại nhựa sẽ được sử dụng và các đặc tính của nó như tốc độ co ngót.
• Tạo mô hình 3D: Sử dụng phần mềm CAD (Computer - Aided Design) tiên tiến để tạo mô hình 3D chi tiết của khuôn. Điều này giúp hình dung cấu trúc khuôn, vị trí các cổng (nơi nhựa đi vào khoang khuôn), kênh làm mát và chốt đẩy.
2. Lựa chọn vật liệu
• Chất liệu đế khuôn: Chọn thép chất lượng cao làm đế khuôn. Thép được làm cứng trước hoặc thép công cụ có độ cứng tốt, chống mài mòn và độ bền thường được sử dụng. Ví dụ, thép P20 là sự lựa chọn phổ biến do đặc tính gia công tốt và khả năng chống mài mòn trong quá trình phun.
• Vật liệu khoang và lõi: Lựa chọn vật liệu có thể chịu được áp suất cao khi phun nhựa và sử dụng nhiều lần. Một số hợp kim có khả năng chịu nhiệt độ cao và đặc tính hoàn thiện bề mặt tuyệt vời được ưu tiên để đảm bảo bề mặt nhẵn trên thùng.
3. Quy trình sản xuất
• Phay và Gia công: Sử dụng các công cụ gia công chính xác như máy phay CNC (Computer Numerical Control) để cắt các khoang và lõi khuôn theo thiết kế mô hình 3D. Độ chính xác gia công là rất quan trọng để đảm bảo rằng các phần khác nhau của khuôn khớp với nhau một cách chính xác.
• EDM (Gia công phóng điện): Đối với các hình dạng phức tạp hoặc các chi tiết tinh xảo khó đạt được khi phay, có thể sử dụng EDM. Nó sử dụng sự phóng điện để ăn mòn vật liệu và tạo ra hình dạng mong muốn.
• Xử lý bề mặt: Áp dụng các phương pháp xử lý bề mặt thích hợp cho khuôn. Ví dụ, đánh bóng bề mặt khoang để có độ bóng cao có thể cải thiện chất lượng bề mặt của thùng nhựa và giúp lấy chi tiết ra khỏi khuôn dễ dàng hơn. Việc tạo họa tiết cũng có thể được thực hiện nếu yêu cầu một mẫu bề mặt cụ thể trên thùng.
4. Thiết kế hệ thống làm mát
• Kênh làm mát hiệu quả: Thiết kế hệ thống làm mát hiệu quả với các kênh làm mát được phân bổ đều xung quanh khoang khuôn. Điều này giúp kiểm soát tốc độ làm mát của nhựa, giảm thời gian chu kỳ và ngăn ngừa sự cong vênh của thùng do làm mát không đều. Đường kính và cách bố trí các kênh làm mát cần được lên kế hoạch cẩn thận.
5. Kiểm soát chất lượng
• Kiểm tra kích thước: Sử dụng các công cụ đo chính xác như máy đo tọa độ (CMM) để kiểm tra kích thước của các bộ phận khuôn so với thông số kỹ thuật thiết kế. Bất kỳ sai lệch nào cần phải được sửa chữa để đảm bảo khuôn phù hợp và hoạt động tốt.
• Chạy thử: Tiến hành chạy thử bằng cách sử dụng khuôn để kiểm tra xem có bất kỳ khiếm khuyết nào trên thùng nhựa như vết bắn ngắn (đổ chưa đầy đủ), nhấp nháy (dư thừa nhựa) hoặc vết chìm. Dựa trên kết quả chạy thử, thực hiện các điều chỉnh cho khuôn như sửa đổi thiết kế cổng hoặc điều chỉnh các thông số phun.
Thời gian thực hiện khuôn ép thùng công nghiệp là bao lâu?
Thời gian thực hiện khuôn ép thùng công nghiệp thường khoảng 45 đến 60 ngày và sau đây là thời gian cần thiết cho từng công đoạn:
1. Giai đoạn thiết kế
• Phân tích sản phẩm và thiết kế sơ đồ: Mất khoảng 3 đến 7 ngày để tiến hành phân tích chi tiết các thông số kỹ thuật của thùng, đặc điểm kết cấu và nhu cầu đặc biệt của khách hàng, đồng thời phát triển các phương án thiết kế sơ bộ.
• Tạo mô hình và bản vẽ 3D: Thường mất từ 5 đến 10 ngày để tạo mô hình 3D chính xác và vẽ bản vẽ 2D chi tiết bằng phần mềm CAD chuyên nghiệp cho quá trình sản xuất tiếp theo.
2.Giai đoạn mua nguyên liệu
• Mua thép khuôn: thường mất khoảng 3 đến 7 ngày, tùy theo yêu cầu thiết kế khuôn để mua loại thép phù hợp, nếu gặp phải loại thép đặc biệt cần tùy chỉnh hoặc nhà cung cấp hết hàng thì thời gian có thể kéo dài đến 10 đến 15 ngày .
• Mua sắm phụ kiện: Mất từ 3 đến 5 ngày để mua các phụ kiện tiêu chuẩn như thimble, thanh trượt, nắp cổng, v.v. và 7 đến 10 ngày hoặc thậm chí lâu hơn để tùy chỉnh các phụ kiện đặc biệt.
3.Giai đoạn sản xuất
• Gia công thô: Việc sử dụng máy phay CNC và các thiết bị khác để gia công thô phôi khuôn, loại bỏ phần lớn lề thường mất khoảng 7 đến 10 ngày.
• Hoàn thiện: bao gồm bán hoàn thiện và hoàn thiện, gia công tinh các bộ phận quan trọng như khoang khuôn và lõi để đảm bảo độ chính xác về kích thước và chất lượng bề mặt, mất khoảng 10 đến 15 ngày.
• EDM: Đối với các hình dạng phức tạp hoặc kết cấu tinh xảo, cần khoảng 3 đến 5 ngày để đạt được quá trình xử lý hình dạng cụ thể thông qua vật liệu ăn mòn phóng điện EDM.
• Xử lý bề mặt: Đánh bóng, thấm nitơ, mạ crom và xử lý bề mặt khác để cải thiện độ cứng bề mặt khuôn, chống mài mòn và chống ăn mòn, mất khoảng 3 đến 7 ngày.
4. Giai đoạn kiểm tra và gỡ lỗi chất lượng
• Kiểm tra chất lượng: Việc sử dụng CMM và các thiết bị khác để tiến hành kiểm tra toàn diện khuôn nhằm đảm bảo độ chính xác về kích thước cũng như hình dạng và dung sai vị trí đáp ứng yêu cầu, mất khoảng 3 đến 5 ngày.
• Kiểm tra và gỡ lỗi khuôn: Thực hiện 2 đến 3 lần kiểm tra khuôn, đồng thời điều chỉnh và tối ưu hóa khuôn theo tình trạng của các bộ phận nhựa sau mỗi lần kiểm tra, mất khoảng 7 đến 10 ngày.
Những khiếm khuyết thường gặp trong khuôn thùng công nghiệp và giải pháp phòng tránh là gì?
Dưới đây là một số lỗi thường gặp ở khuôn thùng công nghiệp và cách phòng tránh:
1. Cú đánh ngắn
Mô tả lỗi: Hiện tượng ngắn xảy ra khi vật liệu nhựa không lấp đầy hoàn toàn khoang khuôn. Điều này dẫn đến thùng công nghiệp chưa hoàn thiện hoặc được hình thành một phần với các phần bị thiếu.
Nguyên nhân và cách phòng tránh:
Áp suất hoặc thể tích phun không đủ: Kiểm tra cài đặt máy ép phun. Đảm bảo áp suất và thể tích phun đủ để lấp đầy toàn bộ khoang khuôn theo thiết kế của thùng. Áp suất có thể cần được điều chỉnh dựa trên loại và độ nhớt của nhựa được sử dụng. Dòng nguyên liệu bị hạn chế: Điều này có thể là do cổng hẹp hoặc bị chặn. Thiết kế các cổng có kích thước và hình dạng phù hợp để cho phép dòng nguyên liệu trôi chảy. Ngoài ra, hãy kiểm tra xem có vật cản nào trong hệ thống ray không. Giữ cho đường dẫn và cổng sạch sẽ và không có mảnh vụn trong quá trình đúc.
2. Đèn nháy
Mô tả khuyết điểm: Flash là phần nhựa thừa nhô ra khỏi đường chia mld hoặc các lỗ hở khác. Nó mang lại vẻ ngoài thiếu tinh tế cho thùng công nghiệp và cũng có thể ảnh hưởng đến chức năng của nó.
Nguyên nhân và cách phòng tránh:
Đóng khuôn không đúng cách: Đảm bảo lực kẹp khuôn được đặt chính xác. Nếu lực quá thấp, mld có thể không đóng đủ chặt, khiến nhựa thấm ra ngoài. Thường xuyên kiểm tra cơ cấu đóng mld xem có bị mòn hay không và điều chỉnh lực kẹp khi cần thiết.
Bề mặt khuôn bị mòn hoặc hư hỏng: Theo thời gian, bề mặt khuôn có thể bị mòn hoặc hư hỏng, tạo ra các khoảng trống ở đường phân khuôn. Thường xuyên kiểm tra và bảo dưỡng bề mặt khuôn. Đánh bóng hoặc sửa chữa những khu vực bị hư hỏng để đảm bảo độ kín.
3. Dấu chìm
Mô tả khuyết điểm: Dấu chìm là vết lõm hoặc vùng rỗng trên bề mặt thùng công nghiệp đúc sẵn. Chúng thường xảy ra ở những khu vực có tiết diện dày và do nhựa bị co lại khi nguội.
Nguyên nhân và cách phòng tránh:
Độ dày thành không đồng đều: Thiết kế thùng có độ dày thành đồng đều hơn. Tránh sự thay đổi đột ngột về độ dày có thể dẫn đến hiện tượng làm mát và co ngót chênh lệch. Nếu cần phải có các phần dày, hãy cân nhắc thêm các đường gân hoặc các đặc điểm cấu trúc khác để giảm khả năng bị chìm.
Làm mát không đủ: Đảm bảo hệ thống làm mát hiệu quả. Các kênh làm mát phải được thiết kế để làm mát đều khắp khuôn. Điều chỉnh thời gian làm mát và tốc độ dòng chất làm mát theo đặc tính của vật liệu nhựa để giảm thiểu các vấn đề liên quan đến co ngót.
4. Cong vênh
Mô tả khiếm khuyết: Cong vênh đề cập đến sự biến dạng của thùng công nghiệp đúc so với hình dạng dự định của nó. Điều này có thể gây khó khăn cho việc xếp chồng hoặc sử dụng các thùng như dự định.
Nguyên nhân và cách phòng tránh:
Làm mát không đồng đều: Tương tự như vết chìm, làm mát không đều có thể gây cong vênh. Kiểm tra thiết kế hệ thống làm mát và đảm bảo chất làm mát được phân bổ đều xung quanh khuôn. Ngoài ra, hãy xem xét tính dẫn nhiệt của vật liệu khuôn và tác động của nó đến tính đồng nhất của quá trình làm mát.
Thông số ép phun không chính xác: Các cài đặt không chính xác như tốc độ phun, áp suất đóng gói và thời gian giữ có thể ảnh hưởng đến sự phân bố ứng suất bên trong trong bộ phận đúc và dẫn đến cong vênh. Tối ưu hóa các thông số này thông qua thử và sai và dựa trên đặc tính của vật liệu nhựa.
5. Khiếm khuyết bề mặt (Trầy xước, vết bẩn, v.v.)
Mô tả khiếm khuyết: Những vết xước này có thể bao gồm các vết xước trên bề mặt thùng, vết bẩn do nhựa xuống cấp hoặc kết cấu thô ráp.
Nguyên nhân và cách phòng tránh:
Chất lượng bề mặt khuôn: Đảm bảo bề mặt hoàn thiện chất lượng cao trên khuôn. Mọi vết xước, nhám trên bề mặt khuôn sẽ chuyển sang phần khuôn. Đánh bóng bề mặt khuôn thường xuyên và xử lý chúng cẩn thận trong quá trình bảo trì và vận hành.
Ô nhiễm: Giữ vật liệu nhựa sạch sẽ và không có chất gây ô nhiễm. Bảo quản trong môi trường sạch sẽ và sử dụng các quy trình xử lý thích hợp để ngăn bụi bẩn, hơi ẩm hoặc các chất lạ khác xâm nhập vào vật liệu và ảnh hưởng đến chất lượng bề mặt của thùng đúc.
Bưu kiện &. Vận chuyển

Linh kiện khuôn
Thép khuôn

Hệ thống chạy nóng

Bộ phận tiêu chuẩn

Phản hồi của khách hàng

Bạn có thể chia sẻ thông tin liên hệ cụ thể hơn như địa chỉ email, số điện thoại hoặc biểu mẫu liên hệ trực tuyến để các bên quan tâm có thể liên hệ với bạn về việc làm khuôn thùng nhựa công nghiệp. Hoặc bạn có thể tìm kiếm khách hàng tiềm năng thông qua nhiều kênh khác nhau như triển lãm ngành, danh mục doanh nghiệp và nền tảng sản xuất trực tuyến để quảng bá dịch vụ làm khuôn của mình.





