



Thông số kỹ thuật khuôn
|
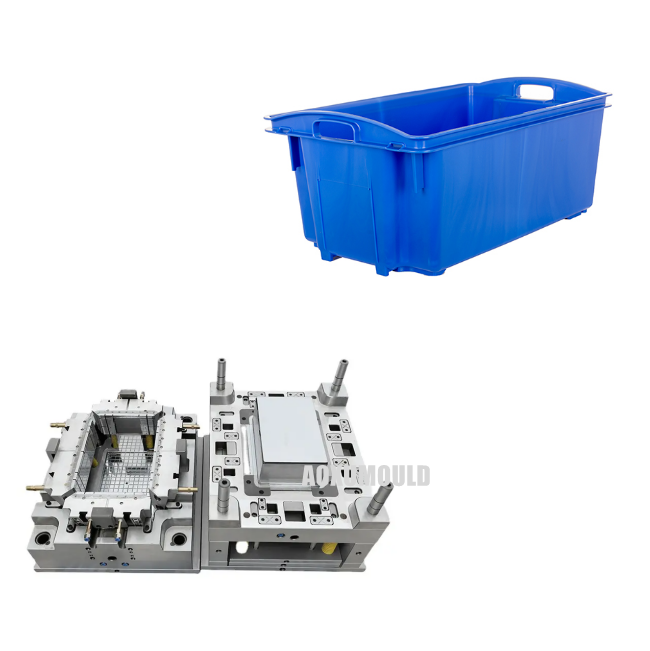
Tên khuôn |
Khuôn của thùng cá nhựa |
|
Vật liệu sản phẩm |
Hdpe |
|
Kích thước sản phẩm |
711 x 438 x 313mm |
|
Trọng lượng sản phẩm |
3100gram |
|
Năng lực sản phẩm |
55 lít |
|
Vật liệu khuôn cho khoang &. Cốt lõi |
P20/718H/2738 |
|
Nos của khoang |
1 khoang |
|
Hệ thống tiêm |
Người chạy nóng |
|
Máy phun thích hợp |
680T |
|
Kích thước khuôn |
1250x880x720mm |
|
Trọng lượng khuôn |
6200kg |
|
Mốc trọn đời |
Hơn 500, 000 PC |
|
Thời gian giao hàng |
45 ngày |
Làm thế nào để thiết kế một khuôn thùng cá?

Cần phải xem xét nhiều yếu tố như cấu trúc sản phẩm, đặc điểm vật liệu, quy trình đúc và cuộc sống khuôn mẫu khi thiết kế khuôn phun của thùng nhựa. Dưới đây là các bước thiết kế chính và cân nhắc:
1. Cấu trúc sản phẩm và phân tích thiết kế khuôn
Kích thước và độ dày thành: Thùng thường lớn (như thùng cá, thùng hậu cần, thùng lưu trữ), cần phải đảm bảo rằng cường độ khoang khuôn là đủ, độ dày thành đồng đều (thường là 2. 5-4 mm), để tránh bị thu hẹp hoặc biến dạng.
Củng cố các thanh và cấu trúc chức năng: Khi thiết kế các thanh cốt thép (độ dày nhỏ hơn hoặc bằng 50% độ dày thành chính), các khe xếp chồng, tay cầm, v.v., cần xem xét độ nghiêng phát hành (thường là {1}} độ) và độ khó.
Lựa chọn bề mặt chia tay:
Chia tay dọc theo hồ sơ tối đa của thùng để tránh khóa ngược.
Dòng chia tay được ẩn càng nhiều càng tốt trong bề mặt không xuất hiện (chẳng hạn như dưới cùng hoặc cạnh của hộp) để giảm tác động của đèn flash đối với sự xuất hiện.
2. Thiết kế hệ thống gating
Loại cổng:
Cổng bên: Thích hợp cho các thùng nhỏ và vừa, chi phí thấp, nhưng cần phải cắt tay thủ công.
Cổng tiềm ẩn: Tự động demoulding, phù hợp để sản xuất tự động.
Người chạy nóng đa điểm: Các hộp cá lớn thường được sử dụng để rút ngắn thời gian làm đầy và giảm các dấu hàn (như dán đối xứng ở bốn góc của thùng).
Cân bằng kênh dòng chảy: Bố cục đối xứng được sử dụng để đảm bảo rằng sự tan chảy được lấp đầy đồng đều và tránh bị cong vênh (như kênh dòng chảy hình chữ H).
Nguồn thức ăn lạnh: Đặt ở cuối luồng chính để tránh thức ăn lạnh chặn cổng.
3. Thiết kế hệ thống làm mát

Thực hiện theo hình dạng của đường thủy: Sắp xếp các ống làm mát dọc theo hồ sơ của container, đặc biệt là các khoang sâu và các khu vực được gia cố (như các bức tường bên và đáy của container).
Kiểm soát nhiệt độ khu vực: Các khu vực có thành dày (như gốc của tay cầm) tăng cường làm mát để ngăn chặn sự co thắt không đồng đều.
Lựa chọn vật liệu: Hợp kim đồng hoặc chèn đồng beryllium để làm mát hiệu quả cục bộ.
4. Hệ thống đẩy ra và đầu phun
Bố cục thanh trên cùng:
Phân phối đều ở các bức tường dưới và bên của hộp để tránh biến dạng tống máu.
Đường kính của thanh phun lớn hơn hoặc bằng φ5mm (8-12 mm cho các hộp doanh thu lớn) và số được xác định theo khu vực dự kiến.
Tăng phóng được hỗ trợ khí: Hộp doanh thu khoang sâu có thể được trang bị phóng điện giúp van không khí.
Độ dốc phát hành: Độ dốc bên trong lớn hơn hoặc bằng 1 độ, độ dốc tường bên ngoài 0. 5-1 độ (vật liệu pp/hdpe).
5. Thiết kế hệ thống ống xả
Khí xả: Đặt trong bề mặt chia tay, lỗ phóng và chèn khoảng cách, độ sâu 0. 02-0. 04mm (vật liệu pp).
Vỏ chân không: Thép có lỗ thông hơi hoặc chèn thép thông hơi có sẵn cho các khu vực khoang sâu.
6. Cấu trúc khuôn và lựa chọn vật liệu
Vật liệu khuôn: Thép tiền cứng (như P20/718H), độ dày mẫu lớn hơn hoặc bằng 300mm (khuôn lớn).
Khoang/lõi: Vật liệu độ cứng cao (ví dụ S136, NAK8 0), bề mặt được đánh bóng thành ra0.2μm trở xuống.
Hướng dẫn và khóa khuôn: Thêm khối định vị hình nón và cột Hướng dẫn nghiêng để đảm bảo độ chính xác đóng khuôn.
7. Kiểm tra và tối ưu hóa
Các thông số quy trình: tiêm bước (lần đầu tiên chậm và sau đó nhanh), thời gian giữ áp lực kéo dài (bồi thường cho co rút).
Giải quyết vấn đề:
Nghi thức: Tăng áp suất giữ hoặc điều chỉnh vị trí cổng.
Dấu hàn: Tối ưu hóa số lượng cổng hoặc tăng nhiệt độ tan chảy.
Biến dạng: Điều chỉnh đường thủy làm mát hoặc thêm cột hỗ trợ.
Loại thép nào cho khuôn thùng cá nhựa?
Việc lựa chọn thép cho khuôn thùng cá nhựa nên xem xét toàn diện các yếu tố như tuổi thọ nấm mốc, hiệu suất chế biến, kháng ăn mòn, yêu cầu đánh bóng và chi phí. Sau đây là một bản tóm tắt các thép thường được sử dụng và các kịch bản ứng dụng của chúng:

1. Thép cứng trước (thép chết cứng trước)
- Các lớp điển hình: P20 (3CR2MO), 718H (sửa đổi P20), NAK80 (Tatsu, Nhật Bản)
- Đặc trưng :
-P20: Độ cứng HRC 30-35, xử lý dễ dàng, chi phí thấp, phù hợp cho sản xuất hàng loạt vừa và nhỏ.
{{0} ara
-Nak80: trạng thái tiền cứng (HRC 37-43), hiệu suất đánh bóng gương tuyệt vời, phù hợp cho các yêu cầu bề mặt cao (như hộp cá trong suốt).
Kịch bản áp dụng: Hộp cá nhựa thông thường (vật liệu PP/PE), không xử lý nhiệt bổ sung, phù hợp cho khuôn cỡ nhỏ và vừa.
2. Thép không gỉ chống ăn mòn
- Lớp điển hình: 420 (4CR13), S136 (Assab), HPM38 (Hitachi)
- Đặc trưng :
- 420: Khả năng chống ăn mòn tốt, độ cứng HRC 48-52 (yêu cầu xử lý nhiệt), phù hợp cho môi trường ẩm hoặc mặn (như cây chế biến dưới nước).
- S136: Thép không gỉ có độ tinh khiết cao, khả năng chống ăn mòn tuyệt vời, hiệu suất đánh bóng tuyệt vời, phù hợp để tiếp xúc lâu dài với khuôn nước.
- Kịch bản ứng dụng: Nấm cá với độ ẩm cao, tiếp xúc với nước biển hoặc làm sạch thường xuyên.
3. Thép làm việc nóng chống mài mòn cao
- Lớp điển hình: H13 (4CR5MOSIV1)
- Đặc trưng :
- Điện trở nhiệt độ cao (trên 500 độ), điện trở hao mòn tuyệt vời, thích hợp cho việc ép phun tốc độ cao hoặc khuôn làm nóng/làm mát thường xuyên.
- Cần xử lý nhiệt (độ cứng HRC 45-50), chi phí cao.
- Kịch bản ứng dụng: Sản xuất hàng loạt hoặc có chứa nhựa gia cố bằng sợi thủy tinh (như hộp cá PP gia cố).
4. Thép carbon kinh tế
- Lớp điển hình: 45# Steel, S50C
- Đặc trưng :
-Chi phí thấp nhất, nhưng hao mòn kém và chống ăn mòn, đòi hỏi phải xử lý bề mặt (như mạ crôm, nitriding).
- Thích hợp cho sản xuất thử nghiệm lô nhỏ hoặc khuôn chính xác thấp.
- Các kịch bản áp dụng: khuôn tạm thời hoặc kịch bản ngân sách thấp.
Đề xuất lựa chọn vật chất
1. Hộp cá thông thường (PP/PE, lô nhỏ và vừa): P20 hoặc 718H được ưa thích, có tính đến chi phí và cuộc sống.
2. Khả năng chống ăn mòn cao: Chọn 420 hoặc S136 Thép không gỉ để tránh rỉ sét ảnh hưởng đến tuổi thọ của khuôn.
3. Hoàn thiện bề mặt cao: NAK80 hoặc S136, để đảm bảo rằng sự xuất hiện của hộp cá là hoàn hảo.
4. Sản xuất lô lớn: H13 hoặc thép công cụ cứng cao (như D2), cải thiện khả năng chống mài mòn.
5. Sản xuất thử nghiệm chi phí thấp: xử lý bề mặt 45# thép.
- Thiết kế hệ thống làm mát: Độ dẫn nhiệt bằng thép ảnh hưởng đến hiệu suất tiêm, H13 và hợp kim đồng chèn tối ưu hóa làm mát.
-M nên kích thước: Khuôn kích thước lớn cần chọn thép có độ cứng tốt (như 718H) để tránh biến dạng xử lý nhiệt.
Công nghệ xử lý: Thép tiền cứng có thể được xử lý trực tiếp và các nhu cầu thép khác để bảo lưu trợ cấp xử lý nhiệt.
Nên tiến hành giao tiếp chuyên sâu với các nhà cung cấp nấm mốc theo nhu cầu sản xuất thực tế (sản lượng, loại nhựa, điều kiện môi trường) và tiến hành thử nghiệm hiệu suất thép nếu cần thiết.
Làm saoTo EnsureTAnh taNấm mốc với tuổi thọ dài?
Để đảm bảo tuổi thọ của khuôn phun, cần phải thực hiện quản lý toàn diện từ thiết kế, sản xuất, sử dụng, bảo trì và các liên kết khác. Dưới đây là một số biện pháp chính:
1. Lựa chọn vật liệu khuôn
- Thép chết chất lượng cao: Chọn Thép chết có khả năng chống mài mòn cao, độ bền cao và khả năng chống ăn mòn theo yêu cầu của sản phẩm (như H13, S136, NAK80, P20, v.v.).
- Kết hợp vật liệu: Xem xét các đặc tính của vật liệu phun (như khuôn nhựa có chứa sợi thủy tinh dễ mặc), chọn thép khuôn với độ cứng cao hơn hoặc xử lý bề mặt tốt hơn.
2. Thiết kế khuôn hợp lý
- Tối ưu hóa cấu trúc: Tránh các góc sắc nét hoặc thiết kế tường mỏng để giảm nồng độ căng thẳng; Thiết kế hợp lý của độ dốc giảm để giảm sức đề kháng.
- Hệ thống làm mát: Bố cục kênh làm mát thống nhất để tránh quá nóng cục bộ dẫn đến mệt mỏi nhiệt hoặc biến dạng.
- Kênh dòng chảy và thiết kế khí thải: Giảm điện trở dòng chảy của nhựa nóng chảy, đặt bể xả một cách hợp lý để tránh khí bị mắc kẹt hoặc cháy.
- Bề mặt chia tay và độ chính xác phù hợp: Để đảm bảo rằng bề mặt chia tay mịn, khuôn, thimble và các phần khác của khoảng cách phối hợp là hợp lý, giảm hao mòn.
3. Quy trình sản xuất chính xác
- Quá trình xử lý nhiệt: Thông qua việc dập tắt, ủ và các quá trình khác để cải thiện độ cứng và độ bền của khuôn.
Xử lý bề mặt: Nitriding, mạ crôm, lớp phủ PVD (như thiếc, tialn) và các công nghệ khác để tăng cường độ cứng bề mặt và khả năng chống ăn mòn.
- Độ chính xác gia công: Đảm bảo độ chính xác và độ hoàn thiện của các bộ phận khuôn (như đánh bóng gương), giảm rủi ro ma sát và mốc.
4. Hoạt động tiêu chuẩn
- Tối ưu hóa tham số đúc phun:
- Kiểm soát nhiệt độ: Đặt nhiệt độ xi lanh và nhiệt độ khuôn một cách hợp lý để tránh ứng suất nhiệt gây ra bởi quá cao hoặc quá thấp.
- Áp suất và tốc độ: Giảm áp lực và tốc độ tiêm để giảm tải trọng của khuôn.
-Pressure giữ và thời gian làm mát: Đặt thời gian giữ áp lực một cách hợp lý để tránh tràn quá nhiều; Đảm bảo đủ làm mát trước khi mở khuôn.
Quá tải -avoid: Sản xuất quá tải bị cấm (chẳng hạn như vượt quá lực kẹp hoặc giới hạn thể tích phun).

5. Bảo trì và bảo trì thường xuyên
- Dọn dẹp và phòng ngừa rỉ sét:
- Làm sạch nhựa và dầu còn lại sau mỗi lần sản xuất để tránh ăn mòn.
-Áp dụng dầu chống-Rust trong thời gian không sử dụng lâu dài và giữ kín.
- Quản lý bôi trơn: Thường xuyên thêm dầu mỡ nhiệt độ cao vào các bộ phận chuyển động như Thimble, Slide và Post hướng dẫn.
- Kiểm tra và sửa chữa:
- Thường xuyên kiểm tra hao mòn bề mặt khuôn, vết nứt hoặc rỉ sét, sửa chữa thiệt hại nhỏ trong thời gian.
- Thay thế hoặc tân trang các bộ phận bị mòn nặng như thimbles và chèn.
6. Kiểm soát môi trường sản xuất
- Quản lý nhiệt độ và độ ẩm: Tránh rỉ sét trong môi trường ẩm.
- Nguyên liệu thô: Đảm bảo rằng nguyên liệu thô không có tạp chất (như các hạt kim loại, bụi) để ngăn chặn cào nấm mốc.
- Thông số kỹ thuật hoạt động: Các nhà khai thác đào tạo để sử dụng khuôn chính xác để tránh bị vi phạm hoặc va chạm bạo lực.
7. Giám sát khuôn và quản lý cuộc sống
- Số lượng hồ sơ sử dụng: Thời gian đúc khuôn thống kê, dự đoán vòng đời.
- Kiểm tra thường xuyên: Sử dụng siêu âm, kính hiển vi và các công cụ khác để phát hiện các vết nứt bên trong hoặc mệt mỏi.
-Spare Quản lý bộ phận: Chuẩn bị các bộ phận mặc (như chèn, thimble) trước để rút ngắn thời gian ngừng bảo trì.
8. Đối phó với các tình huống đặc biệt
- Vật liệu ăn mòn cao: Sử dụng thép chống ăn mòn (như S316) hoặc thêm lớp phủ bề mặt.
- Vật liệu sợi thủy tinh cao: Việc sử dụng thép cứng cao hơn và tăng cường xử lý bề mặt (như lớp phủ cứng).
Cốt lõi kéo dài tuổi thọ của khuôn phun là:
Vật liệu chất lượng cao + Thiết kế khoa học
Sản xuất tổng hợp + Sử dụng tiêu chuẩn
Bảo trì thường xuyên + Quản lý phòng ngừa
Thông qua quản lý vòng đời có hệ thống, cuộc sống nấm mốc có thể được cải thiện đáng kể và chi phí sản xuất giảm.
Thành phần khuôn
Kính đúc

Hệ thống chạy bộ nóng

Các bộ phận tiêu chuẩn

Làm saoTo CNooseA Scó thể có đượcINăngMgiàMAchineFhoặcTAnh taThùng cá MouLD?

Chọn máy ép phun phù hợp cho khuôn thùng đòi hỏi phải đánh giá toàn diện về kích thước khuôn, vật liệu sản phẩm, hiệu quả sản xuất và hiệu suất thiết bị. Dưới đây là các bước chính và cách chọn tham số:
1. Tính toán các tham số lõi
(1) Lực kẹp
Lực khóa khuôn là tham số chính của lựa chọn máy ép phun, cần bao phủ áp suất tan chảy trên bề mặt chia khuôn:
Kẹp lực (tấn)=Vùng được chiếu (cm²) \ lần áp suất vật liệu (MPA) \ Div 1000 \]
- Khu vực dự kiến: Khu vực dự kiến ngang tối đa (chiều dài × chiều rộng) của hộp doanh thu + diện tích của hệ thống rót.
-Chiện áp suất vật liệu: Theo lựa chọn vật liệu (PP/HDPE thường mất 30-50 MPA, khoang sâu hoặc tường mỏng lấy giới hạn trên).
Ví dụ:
Kích thước của thùng là 500 × 400mm và diện tích của hệ thống rót là khoảng 10%
Vùng được chiếu=(50cm × 40cm) × 1. 1=2200 cm²
Kẹp lực=2200 × 50/1000=110 tấn (cần chọn lớn hơn hoặc bằng 120 tấn mô hình)
(2) Trọng lượng bắn
Khối lượng phun lý thuyết của máy ép phun cần bao gồm tổng trọng lượng của "sản phẩm + người chạy": thể tích tiêm (g) lớn hơn hoặc bằng trọng lượng sản phẩm \ lần 1,5 \
Mật độ vật liệu: pp về {{0}}. 91G/cm³, HDPE khoảng 0,95g/cm³.
- Yếu tố an toàn: thường là 1. 5-2. 0, để tránh khối lượng phun của hơn 80% công suất máy.
Ví dụ:
Hộp doanh thu Trọng lượng mạng 1500g, Trọng lượng chạy 200g, Tổng trọng lượng 1700g
Khối lượng phun lý thuyết lớn hơn hoặc bằng 1700 × 1. 5=2550 g (cần chọn thể tích phun lớn hơn hoặc bằng mô hình 3000g)
(3) Đường kính vít và đột quỵ
- Đường kính vít: ảnh hưởng đến tốc độ và áp suất dẻo, vít đường kính lớn phù hợp cho các sản phẩm tường dày (hộp doanh thu thường được sử dụng 60-90 mm).
- Đột quỵ tiêm: Để đáp ứng lượng làm đầy tan chảy, đột quỵ lớn hơn hoặc bằng 4 lần độ dày của sản phẩm (hộp doanh thu khoang sâu cần đột quỵ dài hơn).
2. Phù hợp với nấm mốc và thiết bị
(1) Kích thước mẫu và mô đun
- Kích thước mẫu: Mẫu máy ép phun phải có khả năng cài đặt khuôn (chiều dài × chiều rộng nhỏ hơn hoặc bằng kích thước mẫu).
- Độ dày của khuôn: Chiều cao đóng khuôn phải nằm trong phạm vi độ dày tối thiểu - tối đa của máy ép phun.
Kích thước điển hình của khuôn hộp doanh thu:
Yêu cầu mẫu: 800 × 600mm (nhỏ) đến 1500 × 1200mm (lớn)
Độ dày khuôn: 400-800 mm (cần phải khớp với không gian khuôn của máy ép phun)
(2) Không gian phóng và phóng xạ của nấm mốc
- Đột quỵ mở khuôn: Nó phải lớn hơn chiều cao của hộp doanh thu × 2 + Khoảng cách an toàn (50-100 mm).
Ví dụ: Hộp doanh thu Chiều cao 300mm → Mở đột quỵ lớn hơn hoặc bằng 300 × 2 + 50=650 mm.
- Đột kích: Đảm bảo rằng thanh đẩy có thể đẩy hoàn toàn sản phẩm (hộp doanh thu khoang sâu cần phải lớn hơn hoặc bằng 100mm).
3. Các yếu tố chính khác
(1) Thuộc tính vật chất phù hợp
Nhiệt độ -Barrel: Nhiệt độ xử lý PP là khoảng 200-280 độ, HDPE là khoảng 180-260 độ, cần phải đảm bảo độ chính xác kiểm soát nhiệt độ của máy ép phun.
- Tỷ lệ nén vít: Tỷ lệ nén được đề xuất PP/HDPE 2. 5-3. 0 (có thể).
(2) Tối ưu hóa chu kỳ sản xuất
- Tốc độ tiêm: Hộp doanh thu lớn yêu cầu tốc độ tiêm cao (lớn hơn hoặc bằng 80% tốc độ lửa đầy đủ) để giảm thời gian làm đầy.
Yêu cầu tiết kiệm năng lượng: Động cơ servo hoặc máy ép phun toàn động cơ có thể làm giảm mức tiêu thụ năng lượng (phù hợp để sản xuất hàng loạt).
(3) Yêu cầu chức năng đặc biệt
- Tiêm nhiều giai đoạn: Hỗ trợ kiểm soát phân đoạn và giữ áp lực để cải thiện sự co ngót ở các khu vực tường dày.
Chức năng kéo -Core: Nếu hộp doanh thu có lỗ bên hoặc khóa ngược, hãy chọn mô hình với xi lanh thủy lực.
4. Quá trình lựa chọn
A. Tính lực khóa chế độ và thể tích phun (sàng lọc tham số lõi).
B. Kiểm tra kích thước lắp đặt khuôn (mẫu, độ dày khuôn, đột quỵ khuôn).
C. Kết hợp các yêu cầu quá trình vật liệu (nhiệt độ thùng, loại vít).
E. Đánh giá các tính năng bổ sung (giao diện tự động hóa, cấu hình tiết kiệm năng lượng).
F. Thương hiệu thiết bị xác minh và sự ổn định (Haiti, Zhenxiong, Engel và các thương hiệu khác chênh lệch giá).
5. Khuyến nghị mô hình điển hình (lấy hộp doanh thu PP làm ví dụ)
| Kích thước hộp doanh thu|Lực khóa khuôn|Số lượng tiêm|Mô hình được đề xuất |
| 300 × 200 × 150mm|60-80 tấn|800-1200 g|Haiti MA1600/II |
| 500 × 400 × 300mm|120-150 tấn|2500-3500 g|Zhenxiong JM128MK-III |
| 800 × 600 × 400mm|300-400 tấn|6000-8000 g|Engel Victory 370 |
- Xác minh chế độ kiểm tra thực tế: Sau khi tính toán lý thuyết, các tham số cần được điều chỉnh thông qua chế độ thử nghiệm (như giảm lực kẹp có thể đạt được bằng cách tối ưu hóa thiết kế cổng).
- Không gian nâng cấp dành riêng: Chọn các mô hình lớn hơn một chút để thích ứng với sửa đổi khuôn trong tương lai.
- Tiêu thụ năng lượng và chi phí bảo trì: Máy ép phun động cơ đầy đủ có độ chính xác cao nhưng giá đắt, máy ép thủy lực hiệu quả hơn về chi phí.
Thông qua phương pháp trên, nó có thể đảm bảo sự phù hợp hiệu quả của máy ép phun và khuôn hộp doanh thu, đồng thời có tính đến hiệu quả sản xuất và kiểm soát chi phí.
Bưu kiện &. Vận chuyển

Phản hồi của khách hàng






